








With the continuous development of pipeline technology, HDPE pipes have been widely used in various industries due to their excellent corrosion resistance, wear resistance, and flexibility. Today, we will focus on two common composite pipe types: HDPE steel wire mesh reinforced pipe and HDPE steel reinforced pipe, analyzing their differences in structural form, production process, mechanical properties, implementation standards, application fields, and flow rate. We hope this will provide you with a more comprehensive reference when selecting the appropriate pipe.
Structural Differences
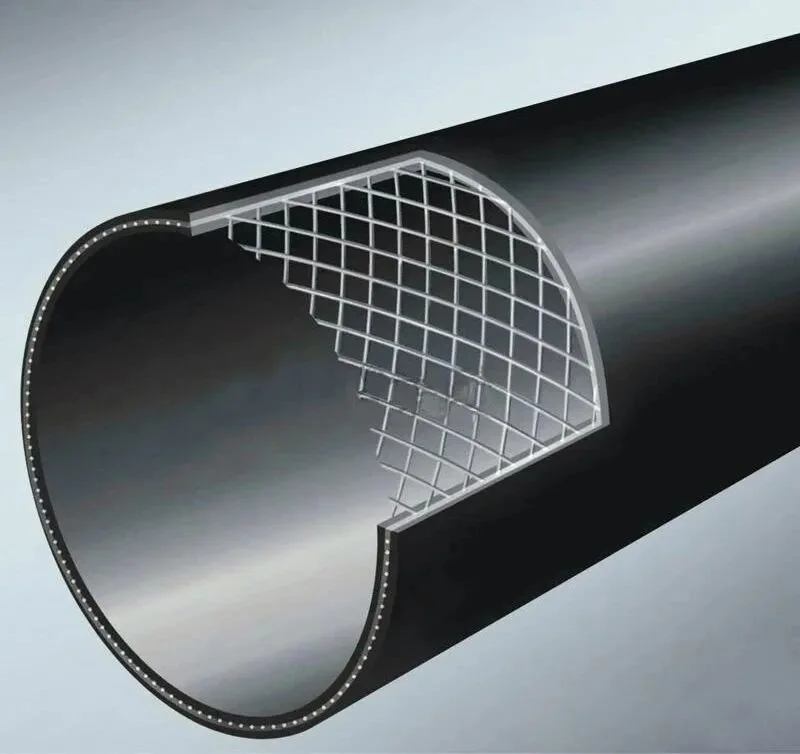
Steel Wire Mesh Reinforced HDPE Pipe: Spiral Wound Diamond Mesh Structure
The reinforcing layer of the steel wire mesh reinforced pipe consists of a diamond mesh structure formed by continuously winding high-strength steel wires at a specific spiral angle. These wires intersect but are not welded, embedded in the middle layer of the pipe wall, and are entirely covered by polyethylene. This structure is similar to a "spring skeleton," with force transmission between the wires achieved through HDPE modified bonding resin, exhibiting a combination of rigidity and flexibility.
Structural Features:
Wire diameter is typically 0.8-1.2mm, tensile strength ≥1600MPa
Mesh size is approximately 10mm×10mm, forming a continuous spiral winding structure
Steel wires and the PE layer are tightly bonded together through high-performance modified bonding resin.
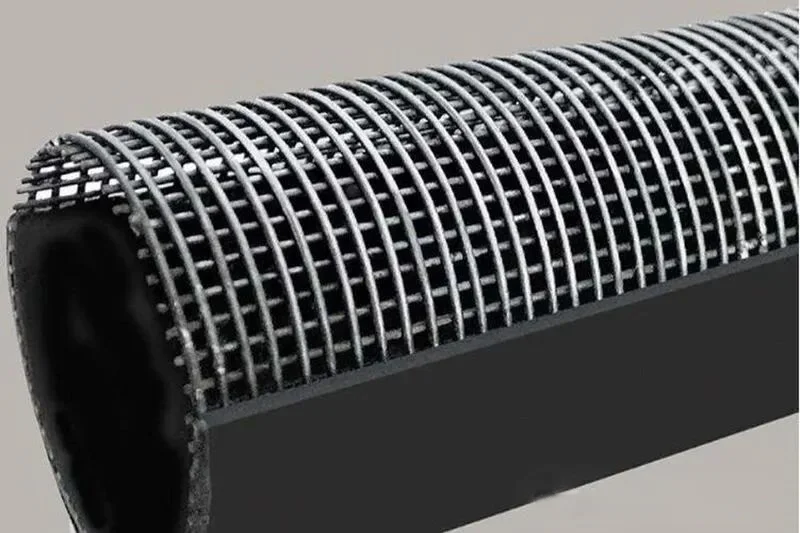
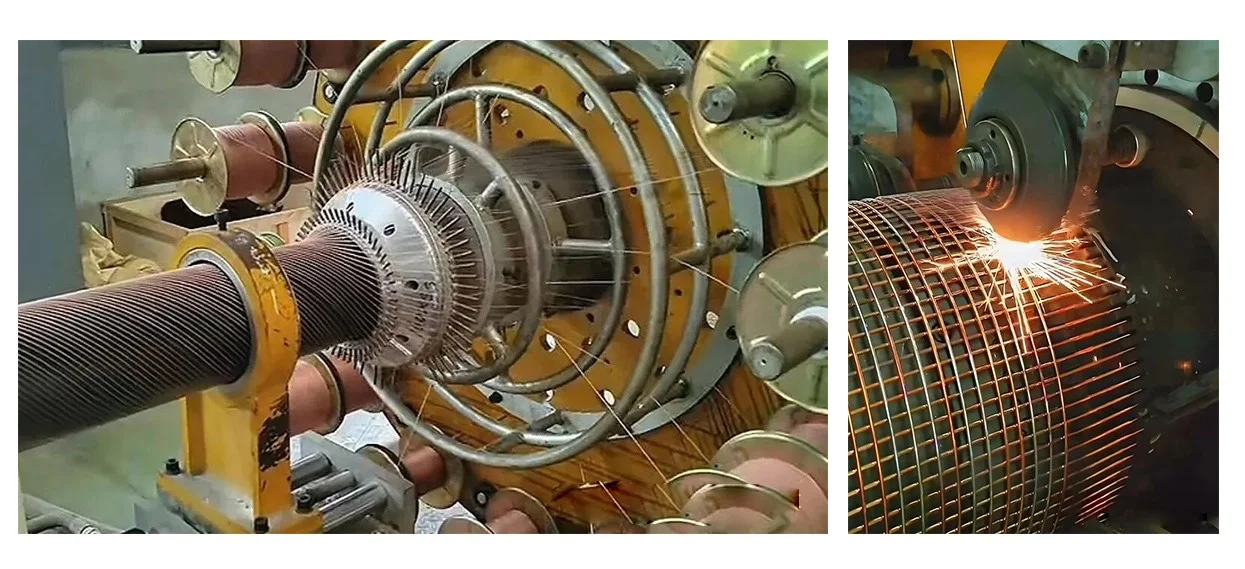
Steel Reinforced HDPE Pipe: Interwoven Welded Structure
The steel reinforced pipe adopts a "interwoven + welded" steel mesh structure: longitudinally arranged warp wires bear axial strength, while circumferentially wound weft wires enhance circumferential performance. The two are automatically spot-welded to form a regular mesh, which is then wound into a cylindrical steel skeleton. This welded wire mesh structure makes the skeleton a rigid whole, allowing for more direct force transmission.
Structural Features:
The warp and weft steel wires are fixed together by resistance spot welding.
The mesh is wound into a cylinder to form a closed skeleton.
The skeleton structure is complete and uniform, resulting in stronger overall integrity.
Production Process Differences
Steel Wire Mesh Reinforced Pipe: Continuous Winding + Synchronous Extrusion
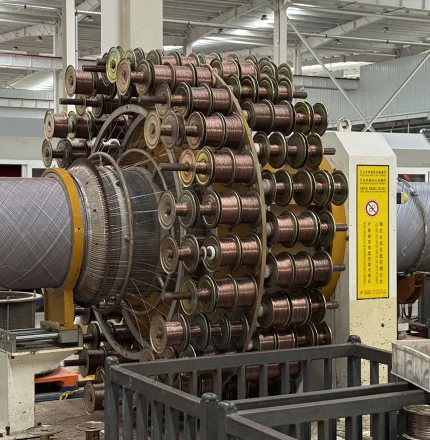
Steel wire mesh reinforced pipe adopts the "continuous winding of steel wire + synchronous composite extrusion" process:
Raw Material Pretreatment: HDPE granules are dried at 80℃ for 4 hours, with a moisture content ≤0.1%; high-carbon copper-plated steel wire is selected.
Steel Wire Winding: Steel wire is wound into a mesh at a fixed angle at high speed through a winding mechanism, while molten polyethylene is directly coated through extrusion equipment.
Co-extrusion: Two-layer extrusion is performed using a twin-screw extruder. The inner layer of HDPE (180-200℃) wraps the steel wire mesh, and the outer layer of HDPE (190-220℃) covers and protects it.
Cooling and Shaping: Segmented water cooling tank (20-25℃) cooling for ≥3 minutes, vacuum shaping box ensures roundness error <1%.
Process Advantages: High production efficiency, synchronous composite of steel wire and PE, uniform interlayer fusion, suitable for large-scale continuous production.
Steel-reinforced pipe: Spot welding into mesh → winding → extrusion
The manufacturing process of steel-reinforced pipe is more complex, generally involving "spot welding of steel wire into mesh → winding into cylinders → polyethylene coating and extrusion molding":
Steel wire pretreatment: Galvanizing or plastic coating to prevent corrosion
Mesh welding: Longitudinal warp and circumferential weft are automatically spot welded to form a regular mesh
Winding into cylinders: The mesh is wound into a cylindrical steel skeleton, straightened, cleaned, and burrs removed
Composite extrusion: Polyethylene coating is extruded using a special mold to ensure the melt evenly coats the skeleton
Process characteristics: Numerous steps, but the welded mesh structure is complete, and the skeleton positioning accuracy is high, making it suitable for high-pressure products.
Mechanical performance comparison
Due to structural differences, the two types of pipes exhibit different mechanical properties:
| Performance Indicator | HDPE Wire Mesh Skeleton Composite Pipe | HDPE Steel Skeleton Plastic Composite Pipe |
|---|---|---|
| Pressure Bearing | Medium-High (depends on mesh density, typically 1.0–2.5MPa) | Higher (uniform complete structure, typically ≥1.6MPa) |
| Ring Stiffness | High (generally ≥8kN/m²), meeting buried pipe requirements | Higher, suitable for greater circumferential pressure |
| Axial Strength | Moderate, limited axial load capacity | High (longitudinal wire structure provides superior tensile performance) |
| Bending Resistance | Good flexibility, adapts to terrain undulations | Rigid, poorer bending performance, difficult to bend |
| Impact Resistance | Good, with certain flexibility | Moderate, pipe body is harder, relatively lower impact resistance |
| Burst Pressure | Up to 3.0–4.5MPa | Typically higher |
Application Areas: Scenarios Differentiation Between Municipal and Industrial
Typical Applications of Steel Wire Mesh Reinforced Pipes
Municipal Water Supply: Urban tap water networks, rural drinking water safety projects
Building Water Supply: Water supply risers in high-rise buildings, community pipe networks
Gas Transmission: Medium and low pressure gas pipeline systems
Buried Installation: In areas with complex geological conditions, utilizing its flexibility to adapt to terrain
Drainage and Sewage Discharge: Urban drainage, sewage transportation
Application Advantages: Flexible construction, can be laid in a serpentine pattern to save on pipe fittings; excellent sealing performance, high connection reliability.

Typical Applications of Steel-Reinforced Pipes
Industrial Applications: Water, gas, and oil transportation in chemical plants, metallurgy, power plants, mining, and oil fields
High-Pressure Applications: Transportation of high-pressure and corrosive media
High-Temperature Applications: Industrial scenarios requiring high temperature resistance
Overhead Laying: Supports installed within pipe trenches, utilizing their high rigidity to reduce the number of supports
Mining Slurries: Solid particle transportation and tailings discharge
Application Notes: Special attention must be paid to settlement control when laying underground, as rigid structures are sensitive to uneven settlement.

Nominal Diameter Series: The Critical DN/ID vs. DN/OD Distinction
This is one of the most critical yet frequently misunderstood differences between the two pipe types. The nominal diameter (DN) designation follows completely different measurement systems, which directly impacts pipe sizing, fitting compatibility, and flow calculations.
Wire Mesh Pipe: DN/OD Series (Nominal Outer Diameter)
Wire Mesh Pipes use the outer diameter series for nominal diameter designation, commonly expressed as DN/OD or simply DN (where DN equals the nominal outer diameter).
Key Characteristics:
DN = Nominal Outer Diameter (OD)
For example, DN200 Wire Mesh Pipe has an outer diameter of 200mm
Inner diameter = Outer diameter − 2 × wall thickness
At PN1.6MPa, DN200 wall thickness is approximately 9.5–10.5mm, so inner diameter ≈ 179–181mm
Standard Basis:
According to GB/T 32439-2015 and CJ/T 189-2007, Wire Mesh Pipes are specified by nominal outer diameter (dn). The standard clearly states: "The nominal outer diameter dn is the designated outer diameter of the pipe. The listed nominal outer diameters are the minimum outer diameters and also the design outer diameters."
Steel Skeleton Pipe: DN/ID Series (Nominal Inner Diameter)
Steel Skeleton Pipes use the inner diameter series for nominal diameter designation, commonly expressed as DN/ID or simply DN (where DN equals the nominal inner diameter).
Key Characteristics:
DN = Nominal Inner Diameter (ID)
For example, DN200 Steel Skeleton Pipe has an inner diameter of 200mm
Outer diameter = Inner diameter + 2 × wall thickness
At typical pressure ratings, wall thickness is approximately 12.5mm, so outer diameter ≈ 225mm
Standard Basis:
According to CECS technical specifications: "Steel Skeleton Polyethylene Plastic Composite Pipes adopt the inner diameter series for nominal sizing. The nominal size DN is actually the nominal inner diameter DN/ID."
| Parameter | DN200 Wire Mesh Pipe (DN/OD) | DN200 Steel Skeleton Pipe (DN/ID) |
|---|---|---|
| Nominal Diameter Definition | Outer Diameter = 200mm | Inner Diameter = 200mm |
| Actual Outer Diameter | ~200mm | ~225mm |
| Actual Inner Diameter | ~179–181mm | ~200mm |
| Wall Thickness (typical) | ~9.5–10.5mm | ~12.5mm |
| Flow Cross-Section | Smaller | Larger |
| Compatible Fittings | Sized for OD 200mm | Sized for ID 200mm |
Comparison of Thermal Expansion Coefficients
Pure HDPE pipe thermal expansion coefficient: Approximately 170 × 10⁻⁶/℃
Steel wire mesh reinforced pipe thermal expansion coefficient: 35.4~35.9 × 10⁻⁶/℃ (due to the restraint of the steel wire)
The steel-reinforced pipe has a lower thermal expansion coefficient, approaching that of the steel pipe.
Selection Guide: How to Choose the Right Pipe Material?
Situations Where Steel Wire Mesh Reinforced Pipes Are Selected
✅ Municipal water supply, building water supply, rural drinking water projects
✅ Requires underground laying, complex geological conditions, and adaptation to undulating terrain
✅ Medium and low pressure transmission (≤1.6MPa), requiring convenient construction and good flexibility
✅ Long-distance water transmission, hoping to reduce the use of pipe fittings (can be laid in a serpentine pattern)
✅ High requirements for smooth inner wall and flow rate, conveying hard water media
Situations Where Steel Reinforced Pipes Are Selected
✅ Industrial fields: chemical, metallurgical, power, mining, oil fields
✅ High pressure conditions (≥1.6MPa) or highly corrosive media transmission
✅ Primarily overhead laying, requiring large-span support installation
✅ Scenarios requiring high axial strength and rigidity
✅ High temperature conditions (approaching or slightly exceeding 60℃)
Similarities Between the Two Types of Pipes
Despite numerous differences, the two types of pipes also share significant commonalities:
Both are steel-plastic composite pipes: Both retain the corrosion resistance and wear resistance advantages of PE pipes, while enhancing mechanical properties through a steel wire skeleton.
Similar Connection Methods: Both use electrofusion or flange connections, ensuring reliable sealing and mature construction techniques.
Service Life: Both can reach 50 years under normal conditions.
No Anti-corrosion Needed: The HDPE matrix is naturally corrosion-resistant, requiring no additional anti-corrosion treatment.
Creep Resistance: The steel wire skeleton effectively limits stress relaxation in the plastic, resulting in creep resistance far superior to pure PE pipes.
HDPE wire mesh reinforced pipe and HDPE steel reinforced pipe are not a matter of "superiority" or "inferiority," but rather a difference in "applicable scenarios." Wire mesh reinforced pipe, with its combination of rigidity and flexibility, has become the primary choice for municipal water supply and drainage and building water supply; while steel reinforced pipe, with its higher rigidity and axial strength, holds an advantage in industrial high-pressure and overhead laying applications.
As a professional pipe manufacturer, we recommend that engineering technicians comprehensively consider four factors when selecting pipes: working pressure, laying method, media characteristics, and temperature environment. If necessary, please contact our technical team for customized selection solutions.