









1. Client & Project Profile
Client Profile: The client is a leading manufacturer of fine chemical products in the Asia-Pacific region, boasting over 40 years of industry experience and specializing in the production of high-value-added intermediates, specialty chemicals, and pharmaceutical raw materials. Their newly constructed integrated manufacturing plant is situated within a coastal industrial zone in Southeast Asia; the facility consists of 12 independent process units, generating approximately 850 cubic meters of mixed corrosive wastewater daily—containing organic solvents, strong acids, strong bases, and halides. This wastewater must be safely conveyed via an underground pipeline network to a central wastewater treatment facility for neutralization and purification.
Project Requirements: During factory operations, the wastewater generated by various process units possesses a complex chemical composition, containing corrosive media such as strong acids, strong bases, organic solvents, and chlorinated compounds. The client requires the design and installation of an underground piping network that meets the following core requirements:
Absolute Leak-Proof Integrity: Eliminate any risk of groundwater or soil contamination;
Corrosion Resistance: Withstand the corrosive effects of mixed chemical wastewater over the long term;
Maintenance-Free Operation: Require no replacement or major repairs throughout its designed service life;
High Reliability: Adapt to environments characterized by high groundwater levels and geological subsidence typical of coastal regions.
2. The Problem: Limitations of Traditional Materials
The initial design considered coated carbon steel and FRP (Fiberglass Reinforced Plastic) pipes. A feasibility study identified key risks:
Severe Corrosion: The effluent contained traces of acids (sulfuric, hydrochloric), alkalis, and organic solvents, causing rapid internal corrosion and external soil-side corrosion of steel pipes.
Leakage at Joints: The extensive network required thousands of flanged and gasketed joints, each a potential leak point. Leakage of hazardous chemicals into the soil posed severe environmental and safety risks.
High Lifetime Cost: Frequent inspections, maintenance, coating repairs, and premature replacement of steel pipes resulted in unpredictable operational downtime and high lifecycle costs.
Complex Installation: Heavy steel pipes required extensive welding, sandblasting, and coating in the field, leading to a prolonged installation schedule.
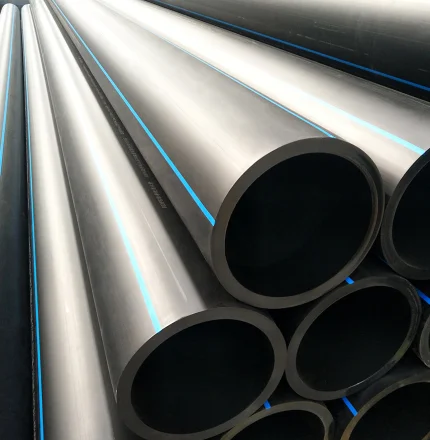
3. Our Solution: High-Performance HDPE Piping System
After a thorough technical review, we proposed a complete switch to a PE100-grade, high-density polyethylene (HDPE) pressure piping system as the optimal solution.
Material: PE100 RC (Resistance to Crack) grade HDPE, offering exceptional long-term hydrostatic strength (MRS 10 MPa) and enhanced resistance to environmental stress cracking.
Key Features Justified for This Application
1. Exceptional Chemical Resistance
PE100 High-Density Polyethylene (HDPE) demonstrates superior chemical inertness against the vast majority of inorganic acids, bases, salt solutions, and various organic solvents. Specifically for this project—which involves mixed corrosive wastewater (pH range 1–13, containing chloride ions and aromatic compounds)—the HDPE material exhibited outstanding performance during accelerated aging tests, showing zero mass loss and no surface cracking; this performance is far superior to that of metals and composite materials.
2. Integrated Leak-Proof Structure
The SIFFO PE100 system utilizes Butt Fusion and Electrofusion technologies to fuse pipes and fittings into a seamless, continuous pipeline of uniform material composition. This molecular-level bonding completely eliminates the leakage risks associated with traditional mechanical joints, achieving a truly "zero-leakage" system that meets the most stringent environmental compliance requirements.
3. Toughness and Durability
PE100 material possesses exceptionally high resistance to Slow Crack Growth (SCG) and Rapid Crack Propagation (RCP). Its inherent flexibility allows the pipeline to deflect moderately within soft soil foundations, effectively absorbing geological settlement and seismic loads while preventing joint fractures. With a designed service life exceeding 50 years, the system ensures maintenance-free operation under rated pressure conditions.
4. Hydraulic Efficiency and Scale Resistance
The inner walls of HDPE pipes are smooth (with a Manning coefficient of approximately 0.009–0.011), resulting in extremely low frictional resistance and a strong resistance to scaling or biofilm formation. This not only reduces pumping energy consumption but also minimizes the risk of pipeline blockages caused by sediment accumulation.
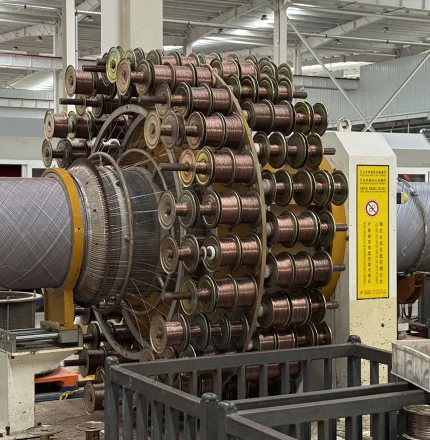
4. Project Implementation
Scope of Supply: We provided a complete piping package:
HDPE pipes in diameters from 110mm to 500mm (SDR 17, PN10).
A full range of fittings (elbows, tees, reducers) and electrofusion couplings.
On-site Technical Support: Our certified fusion specialists conducted training for the contractor's team and supervised the initial installation phase to ensure joint quality.
Installation Highlights: The pipe network was installed using a combination of open-trench and direct-burial methods. The fused sections were pressure-tested in segments, guaranteeing integrity before burial.


5. Results & Benefits Delivered
100% Leak-Free System: All pressure tests passed successfully. After 3 years of operation, no leaks have been reported, ensuring full environmental compliance.
Drastic Reduction in Maintenance: Operational expenditure (OPEX) for pipeline maintenance has been reduced to near-zero, eliminating costs associated with corrosion monitoring, repairs, and replacements.
Faster Project Completion: Installation was completed 30% faster than the estimated schedule for a traditional system, allowing earlier plant commissioning.
Long-Term Reliability Guaranteed: The HDPE system has a projected service life exceeding 50 years for this application, providing outstanding lifecycle cost savings (lower CAPEX and OPEX).
Enhanced Safety: The elimination of potential leaks and the non-toxic, inert nature of HDPE created a safer working environment for plant personnel.
6. Conclusion & Why Choose Our HDPE Solutions
This project exemplifies how our HDPE piping systems solve critical challenges in corrosive chemical environments. We deliver not just products, but a total value package:
Technical Expertise: Material selection guidance for specific chemical media.
Complete System Supply: Pipes, fittings, valves, and fusion equipment.
Quality Assurance: Pipes manufactured to ISO 4427, PE100 standards.
Professional Support: Project design review, on-site training, and technical supervision.
For a safe, reliable, and economical piping solution for your next chemica.