








As a leading manufacturer of HDPE steel wire mesh skeleton composite pipes (SRTP), we understand that proper handling, connection, and installation are just as critical as product quality. This guide is designed specifically for project construction teams to ensure safe, efficient, and long-lasting pipeline systems. By following these manufacturer recommendations, contractors can minimize material waste, prevent installation failures, and guarantee compliance with engineering standards such as CJ/T 189-2007 and CECS 181:2005.
Connection Methods: Choosing the Right Approach
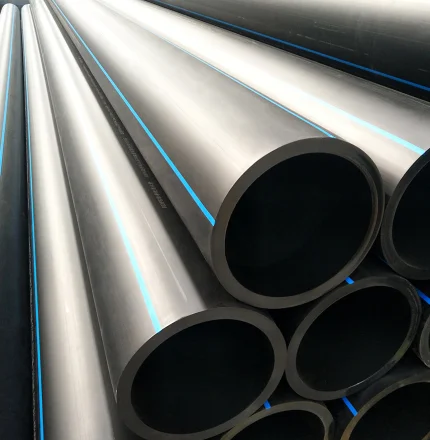
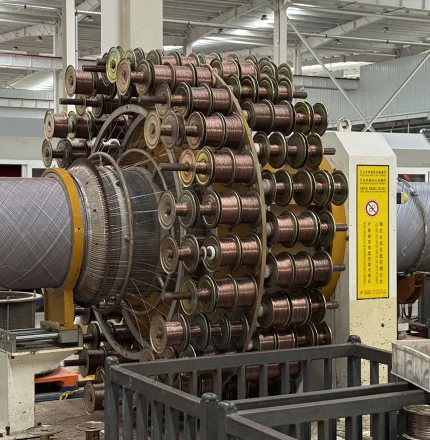
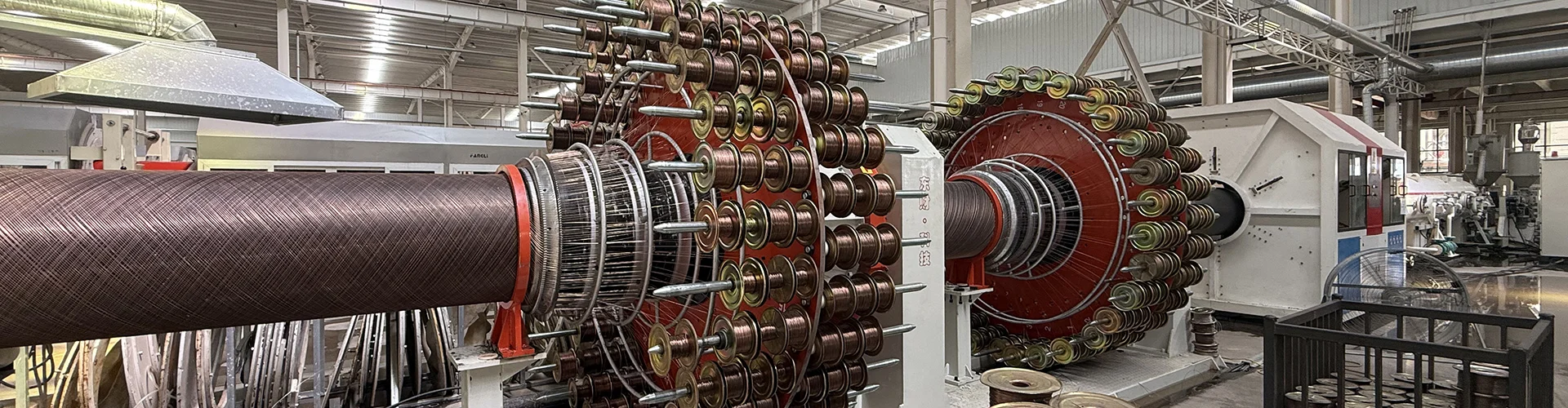
HDPE steel wire mesh composite pipes utilize a high-strength steel wire mesh embedded within high-density polyethylene (HDPE) layers, creating a pipe that combines the corrosion resistance of plastic with the structural strength of steel . The connection method must match the system's pressure rating and application environment.
1. Electrofusion (EF) Connection – The Primary Method
Electrofusion connection is the most widely used and recommended method for SRTP pipes. This technique uses specialized fittings with embedded heating elements that melt the outer HDPE layer of the pipe and the inner layer of the fitting, creating a monolithic, leak-free joint upon cooling.

Key Steps:
Pipe Preparation: Cut the pipe squarely using a fine-tooth saw. Ensure the cut is perpendicular to the pipe axis to guarantee proper insertion depth.


Surface Treatment: Remove the oxide layer from both the outer and inner surfaces of the pipe end using a scraper or abrasive cloth. Clean the surface thoroughly to remove debris and moisture.


Marking: Measure and mark the insertion depth line on the pipe to ensure full engagement with the electrofusion fitting.
Assembly: Slide the electrofusion coupling onto the prepared pipe end. Use a pipe alignment clamp (centering device) to ensure concentric alignment and prevent movement during welding.


Welding: Connect the electrofusion welder to the fitting terminals. Input the welding parameters (voltage, time) as specified by the fitting manufacturer. Never leave the welding process unattended – overheating can cause fitting burnout.
Cooling: Allow the joint to cool naturally for 45 to 90 minutes depending on ambient temperature. Do not apply external force, move, or backfill the joint during the cooling period.
Pressure Rating Considerations: For systems operating below 2.5 MPa, standard electrofusion is sufficient. For pressures exceeding 2.5 MPa, a combination of butt fusion followed by electrofusion is recommended to ensure maximum joint integrity.
2. Flange Connection – For System Integration
Flange connections are essential when connecting SRTP pipes to metal pipes, valves, pumps, or other equipment, or when future disassembly is anticipated.
Procedure:
Use electrofusion flange adapters that weld to the pipe end, then bolt to the mating flange.
Ensure flange faces are parallel and use appropriate gaskets (typically EPDM or fluororubber) .
Tighten bolts in a star pattern to ensure even pressure distribution.
Critical Installation Precautions
Proper installation directly impacts the 50-year service life of HDPE composite pipes . As the manufacturer, we emphasize the following critical precautions:
1. Pre-Installation Quality Control
Material Verification: Ensure all pipes, fittings, and connection accessories originate from the same manufacturer to guarantee material compatibility and warranty coverage .
Inspection: Examine every pipe section for surface cracks, dents, or exposed steel wires. Reject any damaged sections immediately .
Storage Check: Verify pipes have not exceeded the recommended storage period (generally not more than one year from production) .
2. Cutting and Preparation
Use only mechanical cutters or fine-tooth saws. Never use gas cutting or abrasive wheels that generate excessive heat and can compromise the HDPE structure.
After cutting, always re-seal the pipe ends with manufacturer-provided end caps to prevent moisture ingress and steel wire corrosion .
3. Alignment and Support
Maintain proper pipe support spacing to prevent sagging. For above-ground installations, ensure support brackets do not create point loads that could deform the pipe.
When burying pipes, maintain a minimum cover depth according to local codes (typically 0.6–1.0m for vehicle traffic areas).
Backfill carefully: Do not backfill directly over electrofusion joints until pressure testing is completed. Use hand-tamped, stone-free soil around the joint area .
4. Environmental Conditions
Temperature Limits: HDPE composite pipes are rated for -40°C to 60°C . Avoid welding in ambient temperatures below 5°C or above 40°C. In cold weather, pre-heat pipes slightly; in hot weather, shield joints from direct sunlight during cooling.
Weather Protection: Never install during heavy rain, snow, or high winds, as moisture contamination and temperature fluctuations compromise weld quality .
5. Pressure Testing Protocol
Before final backfilling:
Strength Test: Pressurize to 1.5× working pressure and hold for the duration specified in project specifications (typically 1 hour).
Leak Tightness Test: Reduce to 1.15× working pressure and monitor for pressure drop and visible leakage .
Test sections should include all electrofusion joints, with joints left exposed for visual inspection during testing.
Transportation Guidelines: From Storehouse to Site
Improper transport is a leading cause of pre-installation pipe damage. Follow these manufacturer protocols to ensure materials arrive in perfect condition :
1. Loading Procedures
Lifting Equipment: Use soft slings (nylon, canvas, or rubber-protected straps). Never use bare wire ropes, chains, or hooks that can gouge the HDPE surface .
Support Points: When lifting individual pipes, place support slings at the quarter points (L/4 from each end) to prevent bending stress .
Securement: For pipes longer than 6 meters, use transport racks or cradles to prevent flexing and bouncing during transit .
2. Stacking and Restraint
Transport pipes horizontally on flatbed trucks. Do not transport at an angle or vertically.
Use rubber or timber spacers between pipe layers to prevent abrasion.
Secure pipes with non-metallic straps; ensure no over-tightening that causes ovalization.
Avoid mixing loads: Do not transport HDPE pipes with steel pipes, concrete, or other heavy materials that could shift and impact the composite pipes.
3. Transit Environment
Temperature Control: Avoid prolonged exposure to temperatures exceeding 60°C or falling below -10°C during transit. In summer, schedule transport for early morning or evening. In winter, inspect pipes for brittleness before unloading .
UV Protection: If transport duration exceeds 48 hours or passes through high-altitude sunny regions, cover the load with an opaque tarpaulin to prevent UV degradation.
Storage Requirements: Protecting Your Investment
Proper on-site storage maintains pipe quality between delivery and installation.
1. Storage Location
Indoor Preferred: Store in a dry, ventilated warehouse away from direct sunlight and heat sources (boilers, generators, welding areas) .
Outdoor Storage: If indoor space is unavailable, construct a shaded canopy with side protection. The ground must be level, firm, and free of stones or sharp objects. Use timber sleepers or compacted gravel as a base .
2. Stacking Methods
Horizontal Stacking: Lay pipes flat on level ground or racks. Do not stack in pyramid formations that create point loads.
Height Limits:
Ground stacking: Maximum 1.5 meters high .
Rack/shelving storage: Maximum 1 meter per tier, total height not exceeding 3 meters .
Layer Separation: Place foam boards, rubber mats, or timber strips between layers to distribute weight evenly and prevent deformation .
End Protection: Keep pipe ends capped. Do not stack heavy objects on pipe ends.
3. Segregation and Safety
Chemical Isolation: Store HDPE pipes away from oils, fuels, acids, alkalis, salts, and solvents. These chemicals can permeate HDPE over time and compromise pipe integrity .
Fire Safety: Maintain a minimum 5-meter clearance from welding operations, open flames, or hot work areas. HDPE is combustible and will deform under radiant heat .
Inventory Rotation: Use a first-in, first-out (FIFO) system. Storage duration should not exceed 12 months from production date without manufacturer consultation .
4. Regular Inspection
Inspect stored pipes monthly for:
Surface cracking or crazing
Discoloration or UV chalking
Deformation or flattening at contact points
Moisture accumulation inside capped ends
For outdoor storage, apply waterproof covers and check for ponding water after rainfall .